… нешто што само сервисети који склапају тркаче агрегате обраћају пажњу , мало ко их проверава пре монтирања обако како треба. А, и што би то радио?… кад је то произвођач све прорачунао! Често се деси да висина једне или више опруга није иста као остале. Самим ти притисак печурке вентила на седиште истог није исти. Код друмског агрегата то се много не примети, јер фабрички агрегати могу да имају +/ – 10кс. Као што знамо мало ко више проверава снагу на пробном столи и сви верују и користе податке које произвођачи достављају, а за тркчим агрегатима то значи да агрегат има могућност да губи снагу. Код модернијих мотора немамо много избора кад су опруге у питању. Није као код ауто агрегата, то је скроз друга прича и може да постане збуњујуће у одабиру брегастих, вентила и опруга у зависности у коју намеру се „пакује агрегат“. Имамо више врста опруга за моторе, али модерни тркачи мотори једину опцију имају, ако је фабрика направила тркичи сет или ти као поједницац правиш један или два сета за личну употребу. Кад причам он модернинм моториа причам о моторима који се возе на кружним тркама, не на тркама убрзања, мотор крос или ендуро. У пуно случајева нема опције и остаје на сервисеру да пронађе одговарајучу опругу за агрегат који склапа. Први пут сам се са овим срео кад сам се упустио у тркаче воде старих мотора. Тада сам имао 22 или 23 године, и ако сам већ годинама радио, али се нисам сусретао са тим да морају опруге да се тестирају и подешавају. Чича Том је увелико радио ове ствари, јер његов ’69 Тријумф Т150 је већ тада освојио 14 титула у нашем шампионату за старовременске моторе.
Том је то радио, тако што би ставио кухињску вагу на радни сто глодалице, па би ставио опругу на вагу и полако би сабио опругу на одређену висину да би измерио колико је силе потребно.
Провера опруге вентила има три мерења;провера висине опруге, провера правоугаоности и мерење потиска. Деформисана опруга доводи до хабања стабла вентила и вођице уз неправилан рад мотора. Опруга вентила мора да има одговарајућу величину и јачину потиска, јер од тога зависи сигурно затварање цилиндра и ефикасан рад мотора. Опруге морају брзо и чврсто да затворе вентиле. Зато је важно да се током ремонта главе агрегата провери стање опруге вентила и утврди да испуњавају задате спецификације пре него што се изнова монтирају. Мерењем висине опруге проверава се да ли опруга има исправну висину ( дужину). Одступање висине не сме бити веће од 1мм (после ћу да наведем како то може да се кореује), провера правоугаоности је веома важан корак који нам указује дали ће опруга током рада да сабије и оптерети вентил равномерно. Пожељно је ставити опругу на машинску плочу и уз њу постави угаоник. Окречићи опругу око своје оси проверавамо да ли има неправилност, ако постоје неправилности измерити та одступања. Ако је зазор већи од 1,5 мм заменити опругу. Мерењем потиска на инсталираној висини опруге вентила одређује се колики притисак ствара опруга када је на својој инсталираној висини у глави агрегата. Овај потисак се мери помоћу инструмента којим се проверавају опруге вентила, тако што се сабије опруга до инсталирану висину. Инсталирана висина може лако да се измери на агрегатима који имају подизаче вентила ( као БМВ или Мото Гуци), агрегати који имају шоље вентила је много теже да се измери и ту мора да се буде крративан. У пракси скоро па нити један произвођач неће да вам да ове податке. Мерач мери притисак опруге када се сабије. Одступање силе потиска вентила не сме бити веће од 0,5 кг од опруге до опруге (мада ја воким да буде одступање што мање). Када није доступна вредност силе потиска, онда се међусобно упореде све добијене вредности и процени њихово међусобно одступање. Опругу чија видина одступа од других опруга се подеси помоћу подлошки које се подставе између доњег шешира опруге и главе мотора. Кад се ово ради мора да се обрати пажња да на пуном потиску опруге или отварању вентила, намотаји опруге имају међусобно минимално 1мм до 1.5мм зазора, а горњи шедир опруге не удара у гумицу вентила. Ако се намотаји додирују токим рада долази до деформације опруга и пуцања. Што следи после тога смо сви свесни…
У овој причи бих желео да објасним све важне ствари или вам факторе који веома утичу на добре резултате кад је склапа агрегат за друм или за трке. Ако мене питата треба да се обрати и преда иста пажња био то друмски или тркачи агрегат. Знам да су мишљења подељена, али овде ћу да изнесем смо свој принци рада. Веома често ми познаници поставе питање дали треба дасе исхонује никасел цилиндри, ако се мењају карике или клип/клипови?
Добро одмашћивање и прање свих делова па и цилиндра, је нешто што треба да се уради веома детаљно. После се сваки цилиндар детаљно прегелда да нема никакве рисеве или оштећења, ако је оштећен мора да се пошаље на хениску обраду и да се скине стари никасел и нанасе нови, па после да се исхонује на жељену меру. Само да додам да кад се пошаље цилиндар да се поправи тада се и шаље клип да би се добио жељени зазор. Кад је зазор у питаљу имате две опције, прва опција је да буде на фабричкој специјали (поготово ако су фабрички клипови), ако су тркачи клипови тада произвођач клипова остави на теби као мајстору да одлучиш који је толеранција између клипа и цилиндра ( тај зазор је 0.05мм, само ако се мотор не вози на трци рецимо Дејтона 200, е ту би зазор требао да буде 0.064мм ). Ако је цилиндар у добром стаљу треба да се исхонује за нови клип или ако се само мењају карике. Међутим у монго случајева ово се не практикује, можда због тога што машинска обрада нема специјални алат за хоновање никасела или мисле да не треба, стварно неби да улазим у детаље. Рецимо разлика између агрегата којем су само замењене карике и агрегата којем су исхоновани цилиндри и замењене су карике може да буде и до 10кс. Велика је то разлика и за друмски, а камоли и за тркачи мотор.
Сада постоје два начина на који се хонују цилиндри. Први начин је да се хонују на хладно и да се тако загреје, па се премере толеранције, остави да се охлади и поступак се понови неколико пута док се не добије жељени толеранција. Други начин је да се цилиндар загеју на 100Ц и тако се хонују на меру, провере се толеранције док се одржава температура.Оба начина хоновања имају предности и мане, али други начин је много сложен и многи то не пракрикују. Морам да кажем да други начин ако се одради како треба може агрегат да има више коња. Док је агрегат хладан и док се загреја постоји могучност да избацује плави дим из ауспуха, али чим се загреје престане. Кад смо већ код загрејавања, многе колеге практикују да рецимо склопе главу све са вентилима,опругама и брегастим осовинама, подесе зазоре вентила и ставе у рерну на 100Ц на од прилике пола сата, па провере зазоре вентила или провере зазоре на лежајевима брегастих осовина… Пожељно је да се има добра рерна која може да контролиже константну температуру да се не деси да се прегреје део, а тада постоји могућност да се искриви или да омекша, што може да буде катастрофално после на тркама или током вожње на друму.
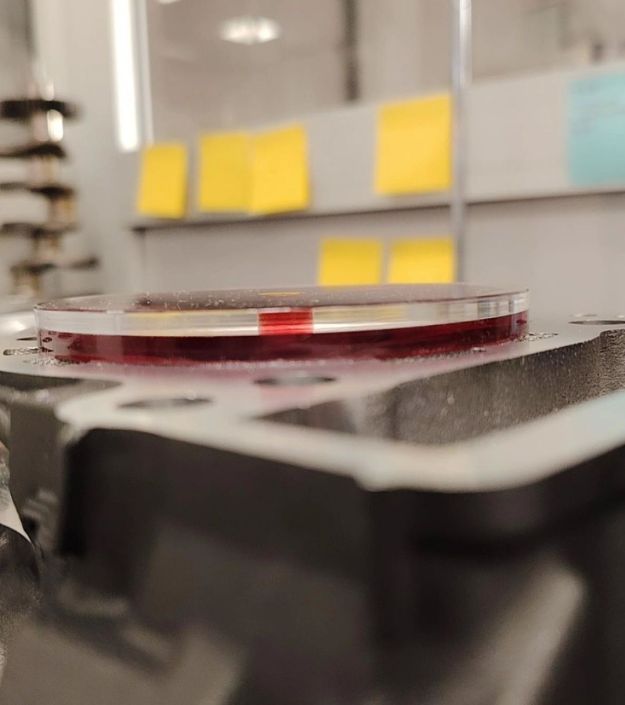
Овај процес захтева стрпљења и мало рачуњања да би се одрадио ефикасно. Ради се о мерељу запремине самог компресиононг простора као и запремини чела клипа. Није толико битно код друмских мотора, јер је свака фабрика оставила добољно зазора између чела клипа, главе агрегата као и између вентила и клипа. Али код тркачих агрегата кад се “пакује“ агрегат ово мора да се израчуна тј. провери, јер од тога зависи много, а понајвише колико ће тај агрегат да траје. Користи се стаклена мензура запремине 100мл или више и која има славину. Може да се купи са сталком па је лакше да се тако рукије. Ја користим уље за аутоматски мењач јер је увек у некој боји, па је лакше да се очита. Ова мензура се продаје као алат за сервисере који склапају тркаче агрегате, па поред мензуре и сталка дође и са плочом од плексигласа која има мали рупу на себи. Овим може да се измери запремина компресионоинг простора, али само ако ивице печурке вентила ниси изнад разиме површине главе где належе дихтунг. Глава мора да вуде на равној површини, затим се нанесе танак слој товатен маси по ободу компресиононг простора и плоча од плексигласа се прислони, затим се пажљиви сипа течност помоћу мензуре и кад се компресиони простор напуни течносшћу затвор се славина. Очита се запремина течности у мензури пре и после сипања и тако добијемо запремину компресиононг простора.
Да би се добила запремина чела клипа мора да се направи алат од плекигласа. Колико знам нико не продаје овај алат и мног иду код стругара и праве посевно за сваки агрегат, па сам тако и ја правио за моје дукатије. Да би се добила запремина чела клипа, прво мора да се измери запремима самог алата којег сте направили. Нанесете танак слој товатне масти у цилиндар једно 5цм пре ГМТ( гортња мртва тачка ), а затим пажљиво окренте радилицу да клип дође у ГМТ. Намажите специјални алат од прексигласа истом товатном машћу и ставите тако да буде као покопац цилиндра. Пажљиво се сипа течност из мензуре док се алат не испуни у потпуности. Потом се очита разлика запремине течности у мензури. Ако одузмете обе запремине добит ће те запремину компресионог простора кад је клип у ГМТ. Ово се одради на сваком цилиндру да компоресиони простор буде у потпуности исти…
Мала допуна…кад се проверава запремина компресионог простора или чела клипа пожељмо је да сви алати, техности и просторија буду тачно на 20°Ц. То је рецимо неки стандард за све мерне алате, а и сви мало озбиљни сервисери то практикују…
Већ неко време се осећа недостатак стручног кадра у мото индустрији. Није важно дали је то особа на пријемном, особа која продаје делова, шеф сервиса или сами сервисери. Овде је то постало да има много оних које желе да раде, али не желе да улажу у своје знање ( има ту више разлога ) или само раде због плате, па тако до своје 40те година живота промени 10-15 фирми. Да би схватили како то овде функционише морам да вам објасним…
Школовање…
Овде занат за мото механичаре траје четири године. Ради се пуно радно време целе године и у фебруару или марту се иде у школи 4-6 недеља. Где се учи по цео дан и на крају тих рецимо 6 недења имаш контролни. Ако положиш, прошао си прву годину… и ткао све док не завршиш. Ја као ментор добијем пристзп порталу где сваких 6 месеци упишем радне сате мог шефрта. Кад напуни више од 12000 радних сати тада има право да иде на завршни испит да би добио диплому на државном нивоу. Док радиш и идеш у школу, радиш за нимималац или мало нешто преко минималца.
Овде да би био као искусан сервис добио посао у било ком овлашћениом или неовлашћеном сервису, поред знања мораш да имаш и свој алат. Ако немаш алат нико не жели да ти да посао или да те запосли… што је веома чудно. У много случајева сервисери се заразе куповимо алата, па постану овиси и све паре потрше на гарнитура алат. Ја сам пре отварања свог сервица имо више личног аллата о било ког колеге. Кад сам напустио Дуцати Ричмонд, и кад сам изнео сав свој алат… власница је остала у чуди кад је у сервису остало само две зидна ормара Дукатроијевих специјалних алата. Није могла да верује да је све остлао било мој лично власништво. Ако си шегрт, радиш 3-4 године за минималац и још мораш да купиш свој алат, а где су животни трошкови ( па молери више зарађују од мото механичара). Можда је највечи проблем то овде што многи се не одлуче да буди сервисери пре своје тридесете године живота. Сви они које желе да науче да сервисирају моторе имају веома слични разлог, а то је јер им је досадило да поправљају грешке “ мајстора“ које су добро платили… као мука их натерала, па су нашли себе у том. Беома ретко да има неко да учи од малих ногу, јер је неко у фамилији имоа неко инстресеовање за механику. Ови случајеви су веома ретки у мото, али чешћи у ауто свету ( што је и логично јер овде мото сезона траје од 4-8 месеци ).
Пре једно десетак година сам прочитао један чланак на једном од пословних портала тада. Те године ( 2014 ) у САД-у се очекивало да се пензионише око 22,000 механичара ( аутомеханичара ), а потражња је била преко 40,000. Да би 90% од тих 40,000 радних места било отворен конкурс 12 месеци и нису могли да попуне потражњу… Сада је ситуација још гора и нико нема пешење. У мото индустрији је још горе, само због тога што сервисер мора да зна да ради на више сколопа од аутомеханичара. Има више разлога због које смо дошли у ову ситуацију, а једна је опште позната и то је кад радиш на норму. Норма у мото индустрији не може да буде исплатљива ако нема баш много делова на стању. Јер сви делови који немаш на стању треба им 7-15 дана да их добијеш. Мораш да водиш евиденцију сваког минута који си провео током рада или неће да те плате. Радни сат је скуп, али радни сат којим те плате као сервисер је мала. Разлог тога је што је овде све скупо тако да 60%-70% зараде оде на закуп простора и делове које мораш да имаш на стању и на рачуне за осигурање, струју, грејање итд… оно шта остане иде на плате. У Банкуверу веома добар мајстор који ради за овлашћени сервис не може да заради да би покрио све трошкове и да живи сам. Неби да улазим у све детање животних трошкова, али Банкувер јер прескуп за живот, што се испоставило и Торонто је скуп. Ако живиш на периферији 20км или даље од центреа града има шансе да боље зарадиш. Без обзира на све и даље има сервисера који ово воле да раде и њима није толико битно колико зарађују или само живе у нади да ће једног дана бити боље…
Моја искуста су везана за неке моделе који се не возе или не тркају толико често, као што су Боневеил 750, Дејтона 675 или различити Дукатијеви модели до Панигале генерације. Кад се спрема глава за трке или вам тркача глава сваки сервисер који то ради требало би да прочита правилник за шампионат и класу у којој ће да се тај агрегат или мотор такмичи. Јер нема ништа горе за било ког сервисера кад се прочује да је направио илегалан агрегат или вам да је варао. Многи тркачи то не схватају и не маре за тиме јер после баладе они само возе… тако то на крају буде. Ја сам одбио да пакујем такве агрегате и моторе пре 12-13 година веома брзим тркачима и био сам на лошем гласу у том кругу људи, јер сам терао свима контру. Нисам желео да се моје име трача јер сам радио тај мотор или агрегат. У питању су били два Дукатија 1198С и 848. Али са мојим 748 и 848 сам победио много трка и све је било 100% легално, што их је толико болело, а ништа нису могли да ми ураде. Поред обликовања усисних канала, важно је посветити пажњу и облику као и дужини самих вођица у усисним каланлу. Такођер велику улогу игра сиц вентила и облик или профил печурке инстог. Сужавање или обликовање усисних канал све ради помоћу двокомпонентнох течнох метала који трпи велике температуре, да би се видео резултат најбоље је да се провери проток на пробном столу пре и после. Ако је забрањено да се полирају канали тада је дозвољено да се обраде углови на сицевима вентила и то може да побољша проток и самим тиме да се добије на снази. Произвођаћи улажу огромене напоре да одрже снагу агрегата, а да при том смање загађеност издувноих гасова. Многи произвођаћи сада мењају профил брега на брегастим осовинама да би при затварању издувног вентила (током преклапања са отварањем усисноигвентила) што мање гориве смеше отишли у издувне гране. Многи сервисери користе углове на сицевима које препоручује сервисно упутство, а неки воли да експериментишу… тако да је постоје три профила сица вентила, први профил је троугаони, други профил је петоугаони и трећи профил је комцинација троугаононг профила са полирањем компресионоинг простора. Пробни проточни сто за проверз канала у глави се мери јединицом колико кубика ваздуха прође кроз канал у стопама у једном минуту (познато под скраченицом CFM). Мери се тако што се вентил отвопри 2.54мм и тако се провери количина протока помогу дигиталнох манометра, а сваки пут се дода још 2.54мм док се не постигне висина брега брегасте која се користи. У усисном каналу веома често се подиже под канала кад се користи течни метал, а код издувног канал се подиже плафон брушењем канала. Пожељно је да се све одради кад вођице нису у глави, ако су усисне вођице кратке и вентила нема много велики ослонац тада се саме вођице не скраћују, у том случају се обликује са течним металом да би горива смеша имала што мање поремечаје током проласка каналом. Ово није потребно на издувним каналима. На многим агрегатима фабрике су промениле облик издувног канала од округлог облика на облик латиничког слова Д. Кажу тај облик је много болљи и побољшава снагу. Поред полирања усисних канала мора да се обраде гумене манжетне или усисна гране да би прелаз био што бољи. Рецимо код мог старог Боневила 750, усисне гране су биле дугачке 20цм, а промер је био са 32мм на 30мм. На пола дужине усисне гране су имале праг за 2мм ужи. Мотор је радио веома добро и вукао од 2000 до 10,000 обртаја док радилица није пукла… Колико је важно да је тркача глава урађена професионално говои и то да фирма која ради главу за светски суперспорт на агрегату Р6 проведе око 80 радних сати да би добили најбоље могуће резултате. Због ограничености правилника главе могу да се преправе у тој класи и ти агрегати имају око 140-145 кс на задњем точку. Постоји још један део где многи сервицери не посвете много пажње, а то су опруге вентила. Свака опруга мора да има исту висину кад је монтирана и да има исти притисак. То се одреди са специјалним алатом који мери тврдоћу опруге на одређеној мери која преставња дужину опруге кад је монтирана на вентила у глави. Још мора да се одреди тврдоћа опруге кад је вентила максимално отворен и да се провери да намотаји не додирују једно друго, јер упортивном опруга пуца после малог времена. Неједнака висина као и тврдоћа опруга доводи до губитка снаге агрегата, поготово у класи 600 кубика и нижим класама. Ја тих проблема немам код Дукатија хахаха…
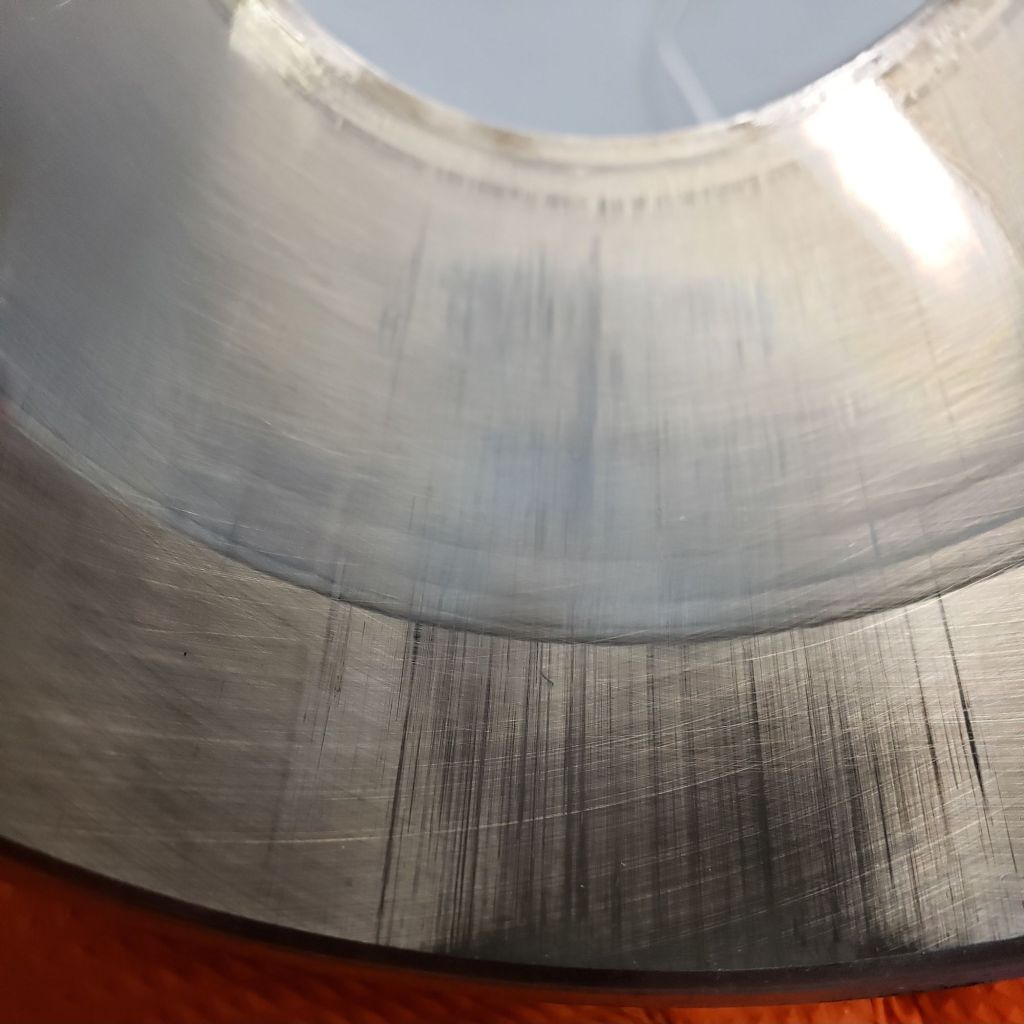
Код Дукатија цилиндри су пресвучени тврдим хромом и због тога су мале толеранције између сукљице клипа и самог цилиндра. Цилиндар прво проверим дали има икаквих огреботина од клипа или карика. У случају да има било каквих рисева не трошим много времена. Пошањем цилиндре и клипове људима које ће да скину стари и нанесу нови хром и да исхонују цилиндар на зазор који ја тражим. Ако нема никаквог оштећења тада проверим дали је цилиндар исте мере на дну, у срединин и у самом врху. Најчешђе оштечење је од менјача. Метални опиљци се укопају и кошуњицу клипа и тако се створе рисеви издуж цилинда или ако се оставе оштре ивице на крајевима карика.
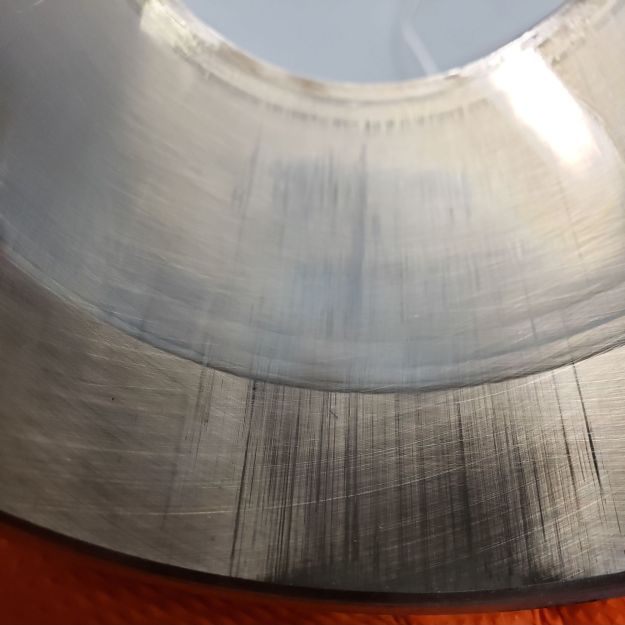
Оштећен цилиндар…
Оштећем кошуљица клипа…
Понекада се ови рисеви могу санирати хоновењем, али често не могу. Ја не хонујем цилиндре јер ја немам могучности и услове. За тај део посла имам стругарску радионицу две улице од мене. Врате ми цилиндре исхоноване и опране, ја их прегледам и оперем да занам да карике неће да се напуне прљавштине од хоновања и после мотор троши уље или дими. Начин на који оперем цулинде је следећи, узмем папирни убрис и натопим уљем за аутоматске мењаче, руком пребришем унутар цилиндра док се убрус не упрља, поново узмем нови убрус и натопим истим уљем и тако поноваљам док убрус не остане чист. Уље за аутоматски мељач има дертеџента у себи и веома добро отклања прљавштину од хоновања које остају у порама цилиндра. Може да се цилиндар опере у ултра звучној кади, али ја и после тога проверим на исти начин дали је остало још прљавштине унутра цилиндра. Колико је важно да је цилиндар у добром стању и да је правилно исхонован, толико је важно у каквом је стању и клип. Клип ако није оштећен се користи и даље, алу ту проверим мерним листичима дали су канали за карике у мери тј. колики је зазор између канала и саме карике, затим проверим пречник кошуљице клипа. Дукати више не продаје само карике, сада морају да се купе клипови у компету са карикама, болеценом и сегер пресновима. Било то да је фабричка уградња или ковани клип са истом или већом компресиом, увек мора да се обрати пажња на оштре ивице на челу клипа које су настале од машинске обраде кад је клип напрваљен. Ја те оштре ивице оборим малом турпијом и шмигл папиром, обоарам их по 45 степени или да буду обле. Ово радим да не дође до детонације током рада агрегата. Овим се неће изгувити компресиони однос од цилиндра до цилиндра. Следеће је провера зазора на сваој карики кад је ставимо у цилиндар. Најбитнији део цилиндра је неких 15-10 степени пред горње мртве тачке, ако ту карике не запривају како треба агрегат губи снагу (постоји опциоја дасе цилиндри исхонују под радном температуром од 100°Ц, али многе машинске радње немају ту опцију). За друсмки програм ово није толико битно колико је битно за тркаче агрегате. МОжа да некој прићи где будем описивао како склапам тркачи агрегат могу да додам неке ситне детаље на које треба дасе обраћа пажња.
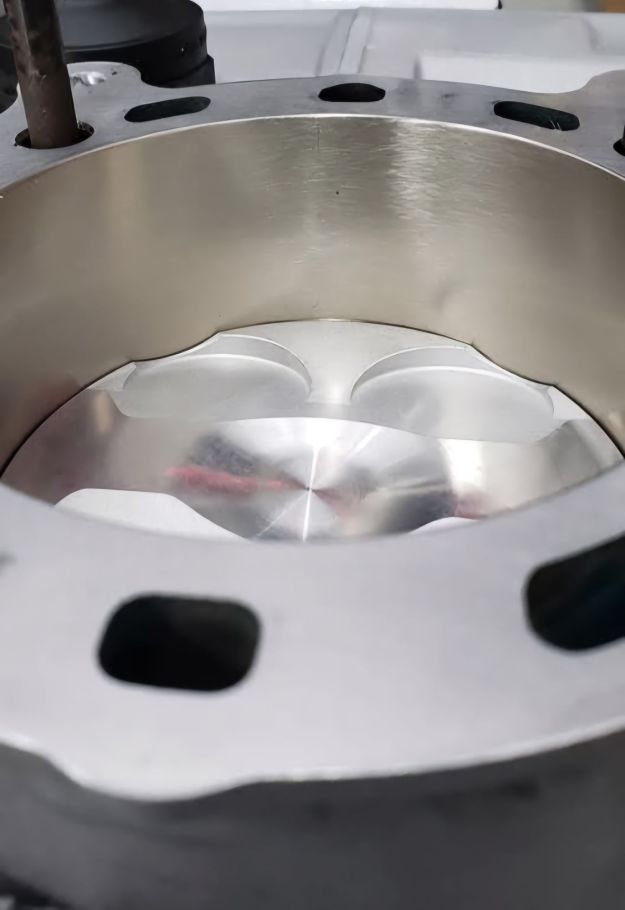
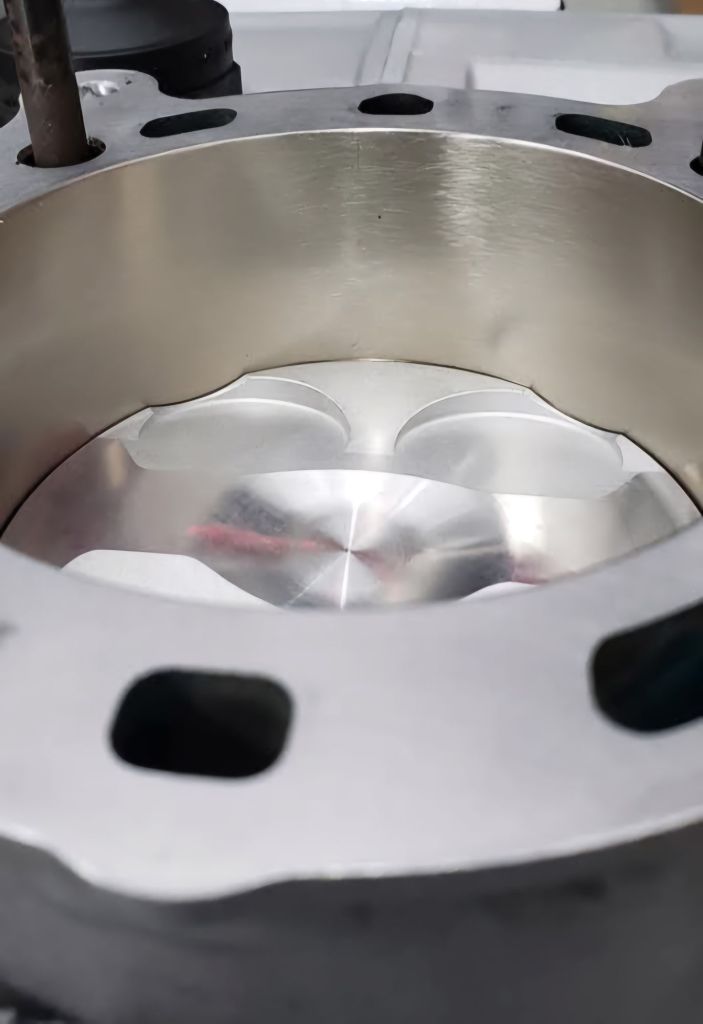
Овако изгледа правилно исхонован и припремљен цилиндар…
Фабрички клип од Дукатија 1098, као што се да видети има доста оштрих ивица од машинске обраде… а на слици испод видимо тркачи клип марке Пистал, који је испескиран и нема оштре ивице.
Увек све детаљно расклопим, па оперем и добор издувам ваздухом. Кад је све суво, напрскам ведејиом 40 све делове који могу да зарђају преко ноћи. Као и увек оставим да све преноћи у радионици на истој температурии сутра ујутро или у току дана премерим све зазоре. Прво премерим стабљику вентила и на коју је меру избушена вођица. У исто време посебним субитором (малог пречника) проверим дали је виђица исте мере целом дужином. Ако није треба да се исхонује на меру ако је могуће или пак да се замени ако није. Кад вођице требају да се замене ту имамо више опција кад је у питању спољашњи пречник. Ако је ово први пут да се вођица мења може да се користи исти спољашњи пречник, у неким слућајевима могу да се купи вођице са већим спољашним пречником да неби сама од себе почела да се помера кад агрегат постигне радну температуру. Дали треба стандарадна или већа спољашња мера се одреди пречником рупе из које је ибијена стара вођица. Рума у глави мора да буде 0.02мм до 0.05мм мања од спољашњег пречника саме вођице. Глава се загреје на 150°Ц и специјалним избијачем се избију вођице. Вођице се ставе у замрзивач ако вам није пиступно да имате угљен-диоксид или вам суви лед. Тако охлађена вођица напрска се одмашћиваћем за кочнице да се лакше набије у гралу, одмашчиваћ за кочнице има улогу подмазивача и брзо се осуши. Кад се глава охлади тада се прво провери зазор стабљике вентила и унутрашњи пречник вођице. Приликом набијања вођице у главу може да се деси да дође до сужавања унутрашњег пречника, па треба да се исхонује на меру. Зазор између усисне вођице и стабљике вентила треба да буде између 0.02 до 0.03мм, док зазор између издувне вођице и стабљике вентила треба да буде да између 0.04мм до 0.06мм. У неким разговорима са пријарњљом из корсе ми је рекоа да је он увек имоа одличне резилтате кад су све вођице имале зазор 0.08мм. Нисам још пробао, али се канима да урадим на мом 748Р тркачем агрегату, којег ћу преко зиме да склопим.
Кад се замене и обраде вођице на ред долазе седишта вентила. Прво се провере специјалним компаратером дали су нове вођице тачно у средини седишта вентила. Ово није порблем јер у сваком случају седишта вентила морају да се обрађују. Тако ако вођице нису су центу, машинском обрадом се лако реши. Код Дукатија се најбоље показало да се седишта обрађују по фабричком упутству на троугаони прфил ( 31°, 45°, 60°). После обраде седишта сервисна књига препоручује да се вентили ручно изшлајфају. Нмоги озбиљни мајсторе обраде цедишта, па и сам вентил и проверавају помогу вакум машине дали вентил добор належе на седиште. При обради седишта треба да се обрати пажња да се укопа седиште превише јер у противном неће моћи да се подесе зазори на ветнилима. Ако се то деси мора да се обруси на стругу стабљика вентила онолико колико се седиште укопало обрадом. Сад на реди долази провера болецена и клацкалица. Веома је бито да су рупе у клацкалицама и болценови истих на прописаној мери, ако нису ногу да стварују буку током рада агрегата. Главе мора да се проверу машинском равном ивицом дали је равна, ако није мора дасе обради. После свих обрада мора све лепо још једниом да се опере и добор издува…
Пошто сам скинуо клипњаче са радилице, прво их добор оперем и издувам да би их могао прегледати. Тражим било каква оштећења у биксни мале песнице као и било које знакове померања летечих лежајева у великој песници. Такођер пажљиво прегледам целу клипњачу да случајно нема било каквих оштећења приликом рестављања. Свако оштећење може да доведе то лома током рада на великим обртајима. Четком за чишћење малих рупа добор оперем и очистим навоје шрафова клињаче. Настојим да навоји буди хирушки чисти као и цела клињача. Потом оставим клипњаче и болцен да остоје на истој температури са субитором и микрометор преко ноћи. По правилу треба да се соба у којој се брши мерење, склапање агрегата да увек буде на 20 ступњева. Сви мерани алати су тако баждарени и овим мерењем де добивају константне мере. Код Дуцатија има више различитих дужина што је веома добро кад се спрема агрегат за трке.
Овим се лакше може промени запремина агрегата тј. да би агрегат био приближан правилнику. Прво што урадим кад клипњала преноћи је то да стегне шрафове на меру али без летећих лежајева, за ово користим посебну стегу да се клупњача неби искривила током стезања. Субитором премерим овалност велике песнице (још нисам нашао да је једна била у мери тј увек су по коју стоту овалне), ако нису округле него овалне носим их на трновање. Потом премерим зазор између болцена клипа и чауре у малој песници, ако треба променим чауру и хонујем је на меру. Дукати у сервисном упутсту даје различите мере за велику песнице ако је у питању А или Б клипњача ( А мера је од 45.0109м – 45.025мм, Б мере је од 45.013мм – 45.019мм ). још никада нисам видео А клипњаче на овом тржишту, али нисма ни видео да су тва клипњаче означене Б исте. Коју меру изабрати то остављам колегама да одлуче. Морам да додам да сам се сусретао са тркачим кованим клипњачама које су биле стоту ипо уже него што им је то било прошисамо по спецификацији која је дошла уз те клипњаче.
Шрафиви фабричких клипњача су за једну употребу, а кад се стежу нови користи се шелива товатна маст која пе прописана у сервисном упутству. Ово је веома важо да се обрати пажња. Ако се користи погрешна маст може да дође до истезања навоја тј шрафа. Ако се ово деси шраф неће да траје дуго. Или може да се деси да навоји на шрафу и у клипњчи изгурају маст прилико стезања и навоји се стегну на суво, што ће да проузрокује пуцање шрафа. На тркачи кованим клипњачама биле челићне или титанијумске шрафови се мажу посебном машчу која стиже у псковању са клипњачама или не мора посебно купиту. Фабрички шрафови се стежу кило кључем, а тркачи се мере компаратером кад се стежу да се истегну на меру
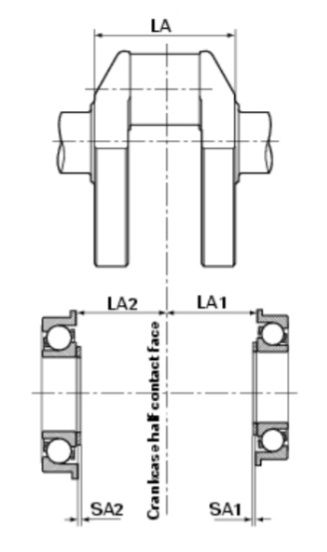
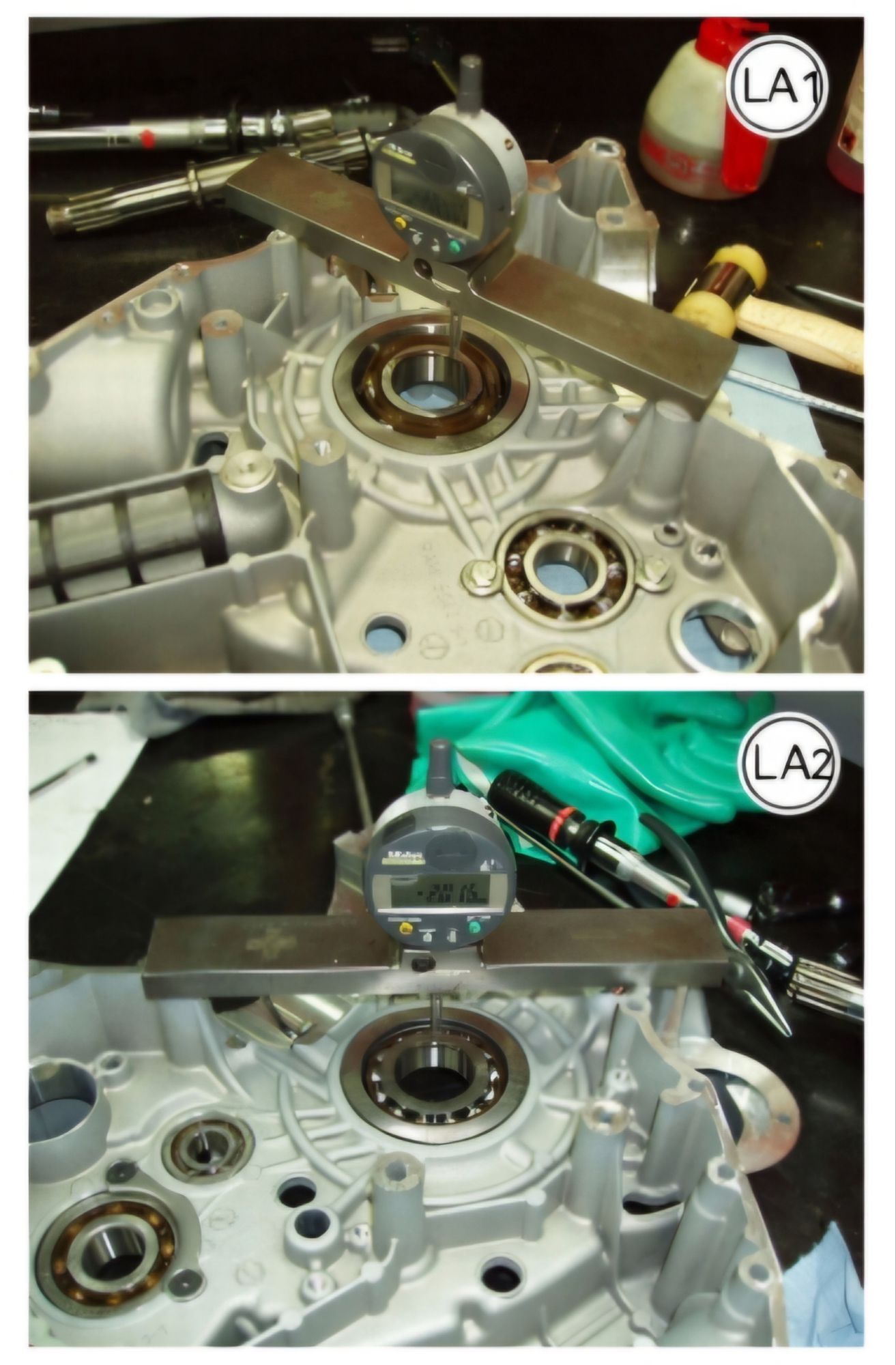
Увек кад се “пакује“ агрегат имам доста дилема око зазора, без обзира о који зазорима је реч. Као мајстор увек сам желео да знам које зазоре користе старији и искуснији мајстори од мене, а пажљиво сам студирао фабричка упутства. Овде ћу да образложим како ја мерим и одређујем зазоре подлошки на радилици. До 1997 године дукати је користио танке подлошке на радилици, а од 1998 су прешли на дебље подлошке. Лежајеви радилице код вечине дукатијевих модела су из два дела. Имају челићну чауру која се упресује у блок и лешжај се убаци у ту чауру. Ови лежајеви су веома специфични и само сам их виђао на старим енгинеским моторима из 60-их и 70-их прошчог века. Британске су производње и димензија су таквих да само пашу на дукати. Ови лежајеви су направљени тако да могу да трпе аксијално померање радилица као и увијање исте. Па су зато инжињери “напрегли“ радилицу са подлошкама са обе стране да неби дошло до пуцања или ломљења исте. По дукатијевом сервисмон упутству… требало је измерити дубљину сваке полутке блока од висине чауре лежаја до саме ивице блока где се спаја са другом полутком, још треба да се измери висина лежаја у чаури. Све ово се ради помоћу дубиномера. Следеће шта се уради је да се измери ширина радилице где се ослања рукавас исте и улазу у лежај са сваке стране. Мало је тешко да се разуме, ево пар слике која су из сервисне књиге.
Сервисно упутство тражи да се дода 0.30мм да би се тиме елимисао сваки аксијални зазор кад агрегат постигне радну температуру. СА =ЛА1 + ЛА2 + 0.30мм – ЛА, а да би израчунали које дебљине су подлосшке користи се следећа формула СА=СА1 + СА2 и да би радилица била у центру блога користи се следећа формула (само једна подлошќа) СА1=ЛА1+0.15-ЛА : 2 и на крају формула за другу подлошку СА2 = СА-СА ….. јелда да је збуњујуће…
У почетку само тако радио и увек ми је узело времена да све израчунам, али само пре једно 12-13 година почео да користим нову формулу. Користим две 1.90мм подлошке, које иду на рукавац радилице са сваке стране . Ставим радилицу у једну полутку па монтирам другу и стегнем три М8 шрафа на 25Нм. Ставим блокове на бок и монтирам компаратер. Мало вечим одвијаћем подигнем радилицу и измерим аксијални затор. Формулу коју користим је следећа…. 1.90+1.90+ аксијални зазор који сам очитао са компаратером (тај број је у моного слућајева 0.30мм ) + 0.25. 0.25мм означава претегнутост радилице док агрегат не постигне радну температуру. Не користим 0.30мм као што сервисно упутство тражи јер се блокови рашире од топлоте 0.25мм (овај податак сам добио ит Дукатијевоиг корса одељења), па самим тиме не одузимам сангу агрегату.
Сада и 35 гoдина полсе првог Дукатијевог модела са директним убризгавањем, имамо моделе који веома лоше раде, гасе се на леру, цимају на константном гасу испод 3000 обртаја, штуцају у усисну грану, кад станеш ма семафор сузе ти очи од богате смеше… то су само неки од симптома који се појављују на свим моделима који нису правилно подешени. Некада давно су нас учили на курсевима које је Дукати одржавао за све дукати сервисере из овлашћених сервиса. Рецимо почетком 2006 кад су у употребу почели да убацују сонду за очитавање издувних гасове. Тада су престали да на уче како се подешавају старији модели под мотом ми бише не производимо ове моделе и није нам важно да се враћамо у прошлост. Нажалост тај тренд се и наставља дан данас и многи просто не желе да раде на моделима старији од 5 година. Живим у таквом окружењу и често морам да отклоним кварове које су „колеге“ поправили. Ништа у животу није идеално, па ни то како раде многи Дукатијеви модлеи. Било како било на мени је да вам опришем корак по корак како то ја радим. Научио сам од мајстора старог кова као и светског гласа који су поносни на то што имам жељу да учим и што просто не могу да прихватим оно то је Дукати то мора тако, е па не мора и неће да може 🙂 . Код модела 851, 888 и 916, Дуцати није имао ништа посебно од дијагностике сем једне црне кутије са лампицом црвене боје, помоћу које смо очитавали број грешке у рачунару (колко пита лампица трепне то је број грешке итд…). Можда најважнији алат тада и данас је мултиметар којим треба да очиташ миливолте на потенциометру гаса. Уз мултиметар увек иде читач издувних гасова, (мада читач може да се корсити и на најновијим модлеима да би се отклониликварови). То је део опреме коју мора да има свако мало озбиљнији сервис (самозато јер ова опрема није јефтина), ако се ради било који моторцикл, а поготово Дукати. Веома је користан алат и могу да се отркију многи кварови без да се губи време на дијагностику која захтева рецимо скидање главе мотора… Помоћу овог уређаја може да се утврди дали су карике у добром стању, дали усисни или издувни вентили дихтују, дали усисн грана вуће фалш ваздух, дали је добра варица , не само да се корсити за проверу издувних гасова и идеалне гориве смеше. Прво бих желео да скренем пажњу на најучесталије узроке са којим се сервисери уочавају код модела са П7, П8 и 1.6М Магнети Марели рачунаром.
лош или неједнак рад на леру
агрегату треба много времена да постигне радну температуру
гаси се на леру или сваки пут кад се стане на семафор
трза и не радни равномерно испод 3000 обртаја
троши као ФАП машина (на ово се мало ко жали ко вози дукатија)
штуца у усисну грану на додавање гаса између 1500-2000 обртаја или на леру (имоа сам случајева да се запали филтер ваздуха)
зазор на отварајучим клацкалицама на усисним и издувним вентилима
Поред лоше синхронизоване усисне гране на оба цулиндра, најчешће је проблем у потенциометру за лер гас. Овај давач има одређену вредност које мора да се подеси пре било којег другог подешавања на усисној грани. Прво се откачи полига која отвара лептире на обе усисне гране (број 1), затим се одврне шрафић који служи да се лептир на којем је потенциометар гаса заустави кад се отпусти гас (број 2). Овим смо омогућили лептиру у усисној грани да се употпуности затворе и да се потенциометар гаса врати на фабричко подешавање. Та вредност мора да буде 150 миливолти (мВ), веома ретко се то види јер овај потенциометар има прорезе на самом телу кроз које пролазе два шрафа и тако се учврсти на тело усисне гране (број 5). Сам понтециометар може да се помери мало у лево или десно да би се добила вреднот од 150мВ (+15мВ / -15мВ), потенциометар је веома осетљив на стезање шрафова па мора да се води рачуна да се добије тачна вредност. Ја имам рачву (која је део специјалниј фабричких аллата) ону која је прикључи на потенциомета гаса, па на њу се прикопча мултиметар (прва слика). Тако да не треба да оштећујем жице или да гурам игле у сваку буксну. Пре било којег подешавања очитам све вредности помоћу дијагностике и мултиметра, запишем све те вредности у слућају да мотор не ради како треба, а после да знам где је све било пре мог подешавања. Има разлике између агрегата са четири и два вентила, због различитости у конфигурацији усисних грана. Овде ћу да се потрудиун да објасним како то радим на 748 усисној грани.
748 усисна грана
Ако читамо сервисно упутство овог модела, овако се подешава усисна грана са свим потенциометром и горивом смешом. Прво се одврне шраф који констролише лер или вам који шраф који одређује положај лептира унитар хоризонталне усисне гране (доњег цилиндра), кад лептир у телу усисне гране се више не помера, а шраф се одврне толико да не омета заустављање осовине лептира. Тада се провери положај потенциометра гаса помоћу мултиметра. Вреднос треба да буде 150мВ. Кад се та вредност добије, тада ѕавренте онај шраф за лер гас док не добијете 300мВ. Што је у преводу 2.3 степена на дијагностици (сваки 150мВ је један степен кад се крене од нула степени са 150мВ). Потом се скину мали шрафићи на свакој усисној грани и прикопчају се вакумометри да би се балансирала усисн грана, али пре него се то уради оба проточна шрафа се заврну до краја да усусне гране не вуку фалш ваздух. Кад се усусна грана балансира, одврну се проточни шрафови по једна пун круг и провери се горива смеша на сваком цилиндру. Дукати препоручује 4%-6% са 0.5% одступања. Ако је више од 1% оступања мора дасе корегује помоћу микропрекидаћа у самом рачунарау. ако то не помогле могуће да бризгаљке не прскају једнако или је варница слабија на једним цилиндру. Ово се може протумаћити помоћу уређаја за очитавање издувних фасова. Ово је како Дукати препорућује за нове моторе.
Ја то радим мало другаћије, не зато јер сам нешто паметније од фабрике. него што сви мотори који доћу код мене су већ прошли кроз руке великих светских мајстора, па мора код још једног хахаха… Шалу на страну, многи старији модели још увек раде неисправно из много разлога, а најчешћи разлог је то што се усисна грана поједе тамо где се лептир заустави кад се затвори и самим тим промени вредност потенциометра гаса. Ја прво откачим полугу која помера оба лептира и проверим вредност потенциометра са диагноистиком и мултиметром. Потом одврнем шрафић на којем се ослони и заустави лептир за предњег цилиндар. Кад одврнем тај шрафић и кад се лептир у потпуности затвори путем дијагностике видим дали је вредност потенциометра гаса чиста нула (ова вредност нуле се очитава у ступњевима) ако је мало више од нула тада отпустим она два торекс шрафића на осовини лептира. Потом отворим и затворим лептир више пута док се сама од себе не центрира у телу усисне гране, ако треба то урадим и са лептиром на горњем цилиндру. Кад је то све одрађено стагнем торекс шрафиће и подесим потенциометар на 150 миливолта, али да је и дање нула ступњева на дијагностици. Потом завремен шраф за лер гас да потенциометар очитава 300 милиболта што би на дијагностици требало да буле 2.1 до 2.2 ступња. Потом вратим полугу која отвара ова лептира кад се одврће гас и проверим дали се вредност потенциометра променила, ако се вредност прменила кренем из почетак да проверим зашто је тако. Ако се није прменила наставим да радим даље тако што прикачим вакумометре на сваку усисну грани, али тим да је горњи цилиндар тај који очитава као први. Отворим оба проточна шрафа (број4) један пун круг и упалим мотор, пустим да ради док не упали вентилатор. Потом заврнем оба проточна шрафа и подесим да вакум буде исит на оба цилиндра на 2000, 2500 и 3000 обртаја помоћу оне полуге која отвара обе клапне. На њој се налази бела пластична матица четвртастог облоика којом се подешава синхронизација оба цилиндра (број 3). Полсе тога ставим бентилатор испред хладњака да брже охлади мотор на 80-85 ступњева да би могао да подесим гориву смешу. Гориву смешу подешавам тако што на сваку издувну грану прикачим бакарну цев са гуменим цревом која иде до металне рачву, а која је спојена питем краћег црева са уређајем за очитавање вреднодсти издувних гасова.
Пре него почмем да подешавам гориву смешу, одврнем она два проточна шрафа пун круг и проверим вредности гориве смеше по цилиндру. Ако је близу 3.5% – 4% оставим све као јесте. Ако није прво покушам да видим ако померим проточне шрафове за пола круга дали могу да добијем жељену вредност, али ако немогу прелазим на микропрекидач у самом рачунару. Овај микропрекидач има опсег од нуле до 270 ступњева. померањем у лебо или десно се доређује колико фуго бризгаљке остају отворене тј. колико ће да убризгају горива у цилиндре. Због старости самих бризгаљки у много случајева обе не прскају исто, ап и то може да задаје главобољу. Наилазио сам да је овај микропрекидач покварен тј. може безконачно да се заврће и одврће, а фабрички може само да се заврне од једне до друге тачке 270 ступњева. Ако се то деси постоји могућност да се помоћу мултиметра одреди почета тачка микропрекидача. Напоменана проточним шрафовима су мале гумице које требају да не дозволе флаш ваздух да прође. Ове гумице су зелене боје и могу да ослабе од старости. Ако се то деси један од шрафова може да се одврне током вожње или да гумица пропушта више ваздуха него шта би требало. Мотор може да ради лоше због овог.